
Introduction
Entering the highly lucrative single-serve coffee market requires far more than merely acquiring excellent roasted beans and an aesthetically pleasing packaging design. The transition from a boutique roastery to an industrial-scale capsule manufacturer introduces a myriad of complex engineering challenges. Factory managers and brand owners must navigate strict barrier material properties, fluid dynamics during gas flushing, and micro-gram filling accuracies to ensure profitability. A single miscalculation in your production layout or equipment specifications can lead to skyrocketing waste costs, ruptured seals, and sour coffee that irreversibly damages your brand reputation. This comprehensive technical guide breaks down the precise physical processes, necessary factory utilities, and total cost of ownership equations you must understand before designing your coffee capsule production line and purchasing automation machinery.

How Are Coffee Capsules Manufactured on an Industrial Scale?
Stepping onto the floor of a modern coffee capsule factory is entirely different from visiting a traditional roastery. It is essentially stepping into a high-speed, microscopic vacuum kitchen where every single mechanism is locked in a relentless race against time and oxygen. On an industrial scale, the manufacturing sequence transforms raw, freshly roasted coffee beans into perfectly sealed, oxygen-depleted capsules ready for global distribution.
The entire workflow integrates heavy-duty physical processing with high-precision automation:
Preparation
Filling
Displacement
Sealing
Cartoning

The Essential Off-Line Degassing Period
A prevalent misconception among newcomers to the single-serve sector is that once coffee beans are roasted, they can immediately proceed to packaging. Attempting to compress the timeline violates the fundamental chemistry of coffee. The first critical phase is the off-line degassing period, which takes place in resting silos long before the coffee reaches the packaging machinery.
Freshly roasted coffee undergoes a violent chemical reaction where it releases massive amounts of carbon dioxide over several days. You can think of this resting process much like handling a freshly shaken bottle of carbonated soda. You must allow the internal pressure to subside and the bubbles to settle before you can safely apply a tight cap. If you skip the resting phase and immediately encapsulate fresh coffee, the trapped carbon dioxide will continue to expand inside the sealed environment. This causes the capsules to experience severe bloating, which can warp the cup, break the hermetic seal, or literally cause the pods to explode while still inside the packaging machinery or during transit to the supermarket.
Controlling Particle Size with In-Line Precision Grinding
Once the beans have safely off-gassed in the silos, the process transitions to the active, physical manipulation of the product on the factory floor. Industrial volume demands industrial consistency, which is why commercial operations rely exclusively on heavy-duty roller grinders rather than traditional blade systems mounted directly above the packaging line.
The objective here is strict control over the particle size distribution. To understand why this matters, consider the fluid dynamics of brewing extraction. If pressurized water flows through a bed of fine, uniform sand, it moves evenly, extracting aromatic compounds consistently. However, if the water is forced through a mixture of uneven pebbles and fine dust, it creates a phenomenon known as channeling, where the water takes the path of least resistance, bypassing the coffee entirely and resulting in a weak, bitter cup. Precise in-line grinding ensures every single capsule behaves predictably when placed into a consumer brewing machine.
Evaluating Empty Cup Materials for Barrier Performance and Machinability
Before introducing the coffee to the automation line, you must make a definitive choice regarding your consumable empty cups. Whether you are exploring compostable alternatives or setting up a premium coffee capsule production aluminium line, material selection is the foundational prerequisite of your entire facility. It is not merely a marketing decision based on environmental trends; it directly dictates the chemical shelf life of your product and how smoothly your cup de-nesting machinery will operate without jamming.
| Material Type | Oxygen Transmission Rate (OTR) Rating | Machinability & De-nesting Performance |
|---|---|---|
| Aluminum | Absolute Barrier (Highest Performance) | Excellent. Smooth de-nesting behavior; the standard for high-speed automated lines. |
| PBT / PP Plastics (with EVOH layer) | Very Low (Excellent shelf life) | Good. Requires high-quality injection molds to prevent cup warping and sensor errors. |
| Compostable / Bio-plastics | High (Requires secondary flow-wrap packaging) | Variable. Dimensional inconsistencies can cause frequent cup-dropping mechanism jams. |
While compostable and bio-based cups offer a compelling environmental narrative, factory managers must calculate the hidden operational costs. The high oxygen transmission rate of compostable materials means you are forced to invest in secondary packaging machinery to flow-wrap the capsules in a nitrogen-flushed outer bag. Furthermore, inexpensive plastic or bio-cups often suffer from micro-dimensional variations. Just like feeding cheap, irregular paper into a high-speed office printer, these poorly manufactured cups will constantly jam the vertical cup-dropping mechanisms, bringing your entire production line to a grinding halt before the filling process even begins.
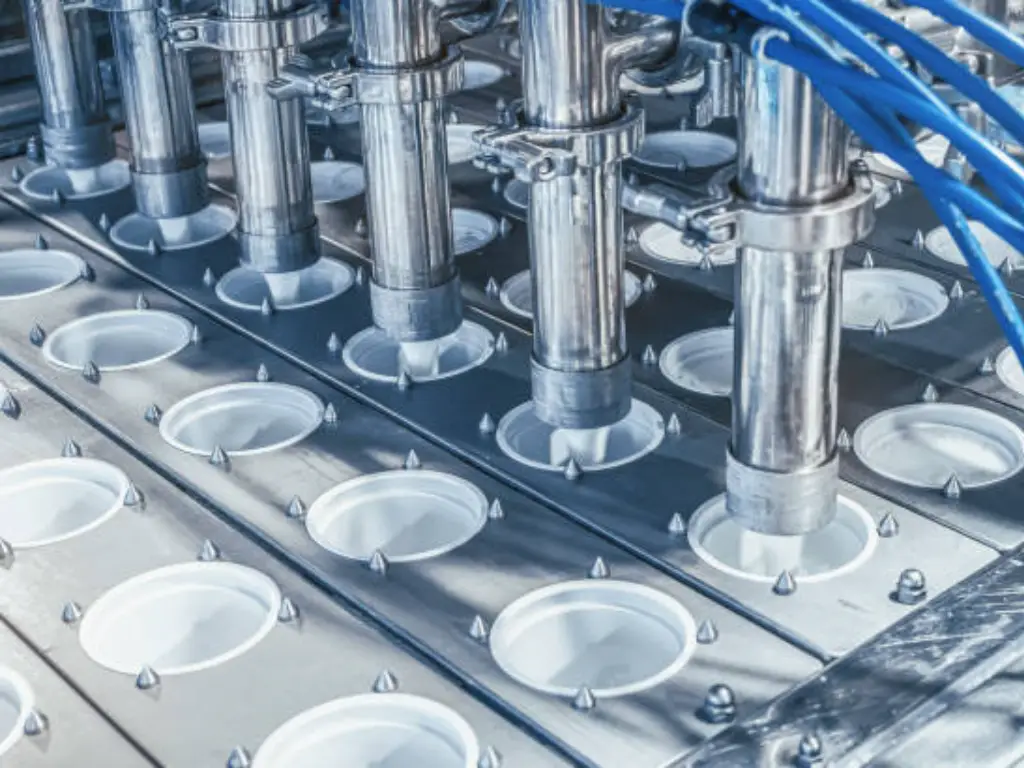
Mastering the Precision Filling Process on the Factory Floor
Once the empty cups successfully drop into the conveyor molds, they enter the filling station, which represents the beating heart of the production line. This specific zone is where the theoretical flavor profile of the coffee meets the harsh economic realities of factory floor operations.
Hitting the ±0.15g Target with Servo Augers
In high-volume coffee manufacturing, precision is synonymous with profit. The industry standard for top-tier equipment dictates that filling accuracy must be tightly controlled to within a margin of plus or minus fifteen hundredths of a gram. Achieving this requires advanced servo-driven augers that calculate the exact rotational force needed to dispense the powder without compacting it unevenly.
To understand the financial impact, consider the hidden costs of overfilling. Assume your facility operates a production line running at two hundred capsules per minute. If you utilize a substandard auger system that consistently overfills each capsule by just half a gram of expensive single-origin coffee, the losses accumulate rapidly. Within a single hour, you are giving away six kilograms of premium product. Over the course of a standard operating month, the sheer value of that wasted material could have easily covered the cost of purchasing multiple top-of-the-line European servo motors. Precision dosing is a critical component of your total cost of ownership.
Eliminating Static Electricity to Prevent Leaks
Even if your servo motors deliver the perfect dose, the physical environment of the factory floor can completely ruin your seal. The most destructive invisible enemy in a coffee packaging facility is static electricity generated by the friction of high-speed auger dispensing.
It is crucial to understand how different cup materials react to this phenomenon. For highly insulative materials like PP or EVOH plastic cups, static causes the fine coffee dust to act like magnetized iron filings, clinging stubbornly to the top sealing rim. Conversely, aluminum capsules are excellent conductors. If the aluminum cups run on a production track that features proper mechanical grounding, the static charge is safely dissipated into the earth. However, regardless of the cup material, the airborne dust generated during the drop still requires strict climate control and the strategic placement of ionizing blowers across the filling zone to prevent stray particles from contaminating the hermetic seal area.
Flushing Out Oxygen to Guarantee a Long Shelf Life
According to exhaustive research published by the Specialty Coffee Association, oxygen is the ultimate destroyer of coffee aromatics. Eliminating oxygen from the sealed environment is the technical moat that separates premium capsule manufacturers from amateur operations.
How Enclosed Tunnels Effectively Displace Oxygen
Nitrogen flushing is a highly complex exercise in fluid dynamics, far removed from the simplistic idea of blowing a puff of air over an open cup. Premium packaging systems utilize enclosed nitrogen tunnels engineered to create a phenomenon known as laminar flow.
To visualize this, imagine trying to empty a glass filled with dirty water. If you simply splash a bucket of clean water onto it, you create turbulent flow, mixing the clean and dirty water together. This is exactly how cheap packaging machines operate. To successfully displace the oxygen, you must introduce a steady, controlled stream of heavy nitrogen gas from the bottom up, allowing it to smoothly push the lighter oxygen out of the capsule without blowing the delicate coffee bed out of the cup.
Achieving the Elusive 1% Residual Oxygen Standard
The absolute golden standard for a truly shelf-stable coffee capsule is maintaining a residual oxygen level safely below one percent. Unfortunately, the lower end of the packaging industry often hides behind a clever deception by confusing gas source purity with final in-cup retention. Many manufacturers proudly advertise that their factory gas generators provide high-purity nitrogen, but they completely fail to measure the oxygen trapped deep inside the porous structure of the ground coffee itself after the sealing process is complete.
Surpassing the Technical Threshold with SANEU
To truly conquer the residual oxygen challenge, factory managers must demand equipment that masters gas retention, not just gas supply. While your facility's PSA generator may supply 99.9% pure gas, only elite packaging systems can trap it perfectly within the pod. SANEU coffee capsule packaging machines utilize advanced rotary nitrogen injection technology coupled with flawless laminar flow control. This guarantees that the residual oxygen hidden deep within the coffee bed is aggressively suppressed to below 1%. Furthermore, SANEU validates this critical metric using rigorous German-made Oxybady testing equipment directly on the assembly line. This uncompromising level of hermetic sealing ensures your capsules will deliver a vivid, roast-day aroma even after months in global transit.
Choosing Between Thermal and Ultrasonic Sealing Technologies
With the coffee dosed and the oxygen displaced, the sealing process serves as your final line of defense against atmospheric contamination. The engineering approach you take here is entirely dictated by the physical properties of the lid and empty cup materials you evaluated earlier.
Thermal sealing remains the dominant industry standard, particularly for operations utilizing aluminum capsules and foil lids. This technology relies on an uncompromising iron triangle of parameters. A critical misconception is that excessive heat will burn a hole through the aluminum lid. In reality, aluminum has a melting point exceeding six hundred degrees Celsius. If the packaging machine's temperature spikes out of control, it over-melts and degrades the delicate heat seal lacquer applied to the bottom of the foil. This degradation causes bubbling, compromised barrier integrity, or leaves a sticky residue that adheres to the heating die.
Milliseconds dictate the bond. The dwell time must perfectly align with the cycle speed of the automated rotary or linear track.
Precision is vital. Internal thermocouples must maintain absolute accuracy within ±1°C to prevent heat seal lacquer degradation.
Even mechanical distribution across the entire die ensures the foil bonds uniformly to the rigid cup rim without micro-gaps.
Ultrasonic sealing, conversely, is the high-end alternative primarily utilized for non-woven filter materials or specific compostable plastic films. Instead of relying on external heating elements, this technology uses ultra-high-frequency vibrations to generate intense localized friction between the two materials, acting as a molecular cold weld. The primary advantage of ultrasonic technology is its cleanliness; it is capable of successfully penetrating and fusing the materials together even if stray coffee powder has contaminated the rim of the capsule.
Buying Machines: From Starter Setups to Full Automated Lines
Scaling up your facility requires a brutal, realistic assessment of both your capital expenditure budget and the physical realities of your factory infrastructure. Purchasing decisions must align strictly with your current sales channels while allowing room for sustainable growth without creating massive overcapacity.
Matching Daily Capacity to Your Budget
When reviewing technical specification sheets, it is imperative to apply the concept of overall equipment effectiveness. The theoretical maximum output listed on a brochure is rarely achieved in a real-world shift due to material loading, preventative maintenance, and minor sensor adjustments. Factory planners must calculate their true daily output based on a standard eight-hour shift.
| Machine Architecture | Budget Range (USD) | Rated Capacity (CPM & Shift Estimate) | Ideal Business Stage |
|---|---|---|---|
| Desktop / Entry Rotary Systems | $3,000 - $15,000 | 35 - 50 CPM (approx. 20,000 capsules / 8hr shift) | Startups, boutique roasters, and market validation testing. |
| Mid-Tier High-Speed Rotary / Compact Linear | $40,000 - $80,000 | 100 - 150 CPM (approx. 45,000 - 65,000 capsules / 8hr shift) | Growing co-packers and scaling mid-sized roasteries. |
| Heavy-Duty Multi-Lane Linear Lines | $150,000+ | 200 - 800+ CPM (approx. 90,000+ capsules / 8hr shift) | Established brands and high-volume commercial scaling. |
Maximizing Total Cost of Ownership (TCO) with SANEU
In the realm of B2B heavy machinery procurement, fixating solely on the initial sticker price is a critical error. Long-term profitability is determined by the Total Cost of Ownership. Benefiting from a robust in-house production ecosystem, SANEU equips its entire machinery line with world-class international electrical components from Siemens, Schneider, and Omron. By driving leak-related waste down by 0.5% and eliminating extensive unplanned downtime, SANEU systems empower manufacturers to recover the price difference of expensive European alternatives within the first fourteen months of operation. Because hardware downtime equals massive cash burn for international buyers, SANEU eliminates cross-border anxieties by pairing a 2-year warranty with localized spare parts availability and 48-hour DHL international expedited shipping agreements. They recently demonstrated this supply chain security by helping a New York facility recover from a catastrophic failure the morning before Thanksgiving. That is the industrial reliability required to scale globally.
Download the 2026 Capsule Factory Layout & ROI Calculator (Excel)
Don't Forget the Hidden Factory Utilities (Air, Nitrogen, Climate)
A fatal pitfall for many facility planners is allocating the entire capital budget to the primary automation equipment while completely ignoring the necessary plant infrastructure. Your coffee capsule production machine is merely the engine of your sports car; it requires an expensive and highly refined fuel system to function smoothly at high speeds.
To run pneumatic cylinders and robotic arms at high speeds without hesitation, your factory must be equipped with premium oil-free rotary screw air compressors capable of delivering a remarkably stable air pressure between 0.6 and 0.8 MPa. If your factory air pressure drops or fluctuates, the pneumatic components will experience delayed actuation, causing the entire line to jam or trigger safety shutdowns.
Additionally, achieving the strict residual oxygen parameters discussed earlier necessitates the installation of a high-capacity PSA nitrogen generator guaranteed to output 99.9% or 99.99% gas purity at a sustained high flow rate.

Finalizing the Process with In-Line Weight Checks and Cartoning
Modern capsule packaging lines have entirely abandoned the outdated practice of manual spot-checks. Today, quality control is executed seamlessly through one hundred percent automated dynamic checkweighing and secondary packaging integration.
As the freshly sealed capsules exit the cooling zone, they immediately pass over highly sensitive dynamic checkweighers. Every single capsule is weighed while in continuous motion along the conveyor belt. If the sophisticated sensors detect that a capsule falls outside the designated weight tolerance, high-speed pneumatic reject mechanisms instantly strike the defective pod, kicking it into a reject bin before it can proceed down the line. The verified, perfect capsules then flow seamlessly into automated cartoning machines, where robotic arms group them, insert them into retail boxes, and seal the cartons, ready for palletizing and global shipment.
Conclusion
Mastering industrial coffee capsule production is an intricate balancing act between fluid dynamics, mechanical precision, and rigorous total cost of ownership calculations. From understanding the severe consequences of skipping the off-line degassing phase to investing in the correct oil-free compressors and high-purity nitrogen generators, every engineering decision echoes directly into your bottom line. Securing a reliable equipment partner who provides transparent, high-end electrical components alongside rapid, global technical support and spare parts logistics is the ultimate safeguard against catastrophic downtime. By applying the rigorous material assessments and capacity planning strategies outlined in this guide, factory managers can confidently architect a resilient production line that protects both the delicate flavor profile of the coffee and the long-term profitability of the brand.



